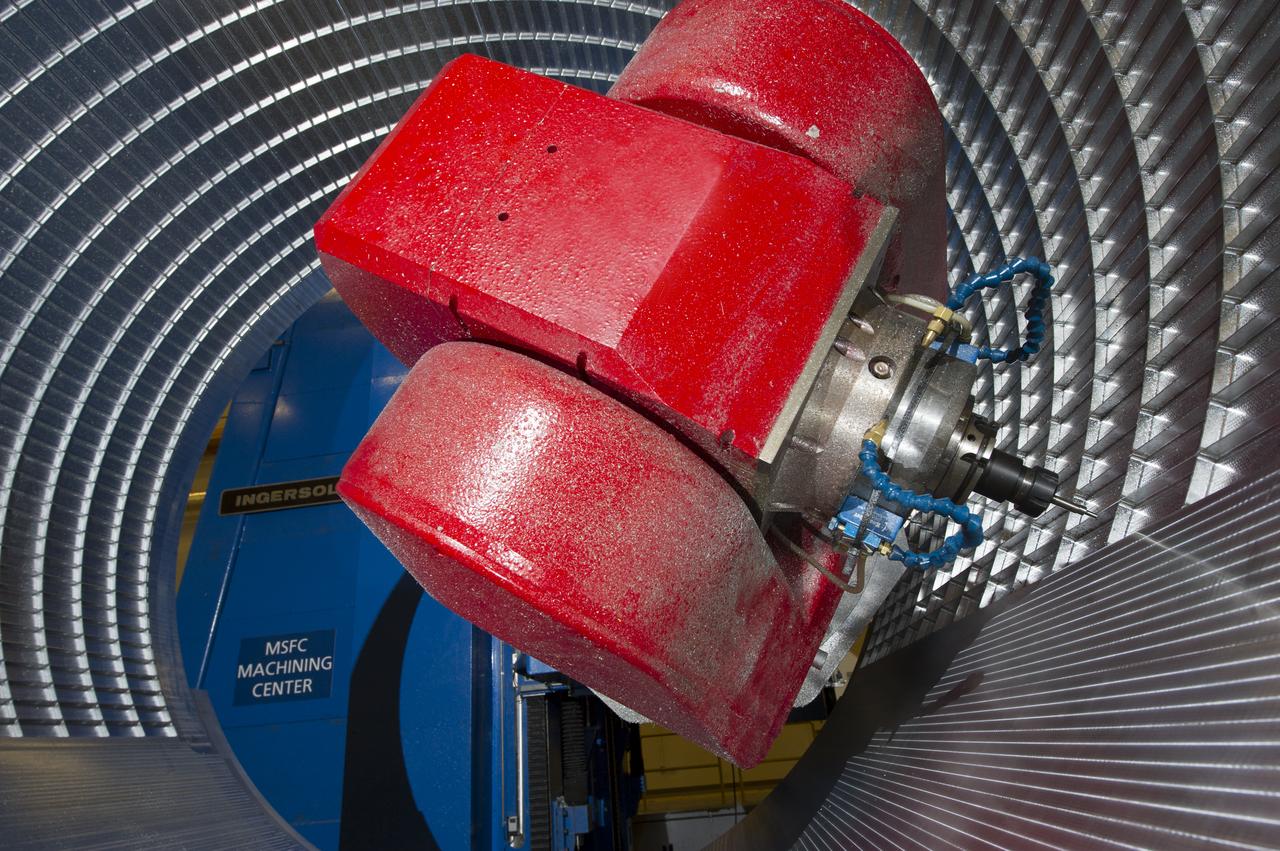
7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING

7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING
7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING

7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING
7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING
7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING
7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING

7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING
7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING
7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING
7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING
7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING

7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING

7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING
7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING

7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING
7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING

7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING
7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING

7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING
7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING
7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING
7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING

7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING
7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING
7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING
7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING
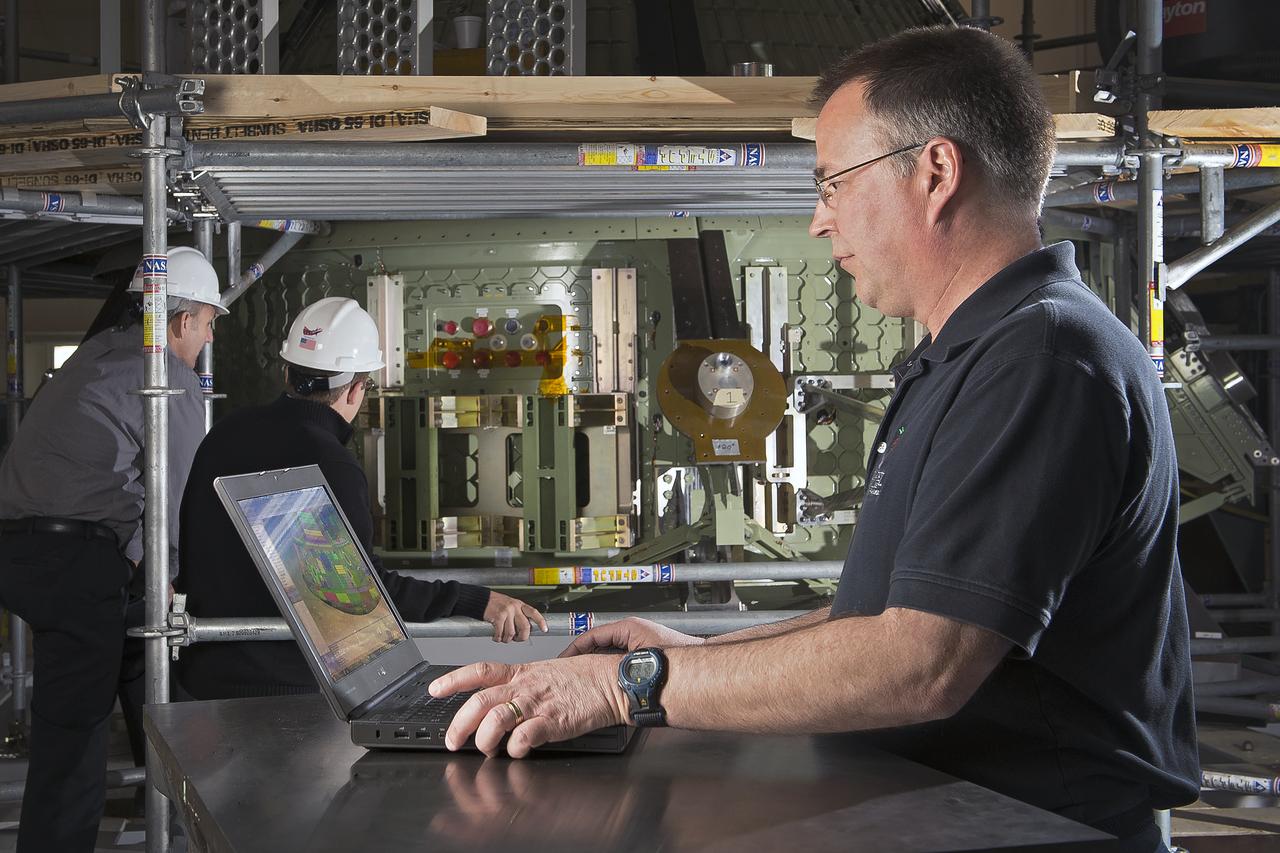
(NESC) NASA Engineering and Safety Center Orion Heat Shield Carrier Structure: Titanium Orthogrid heat shield sub-component dynamic test article : person in the photo Jim Jeans (Background: Mike Kirsch, James Ainsworth)
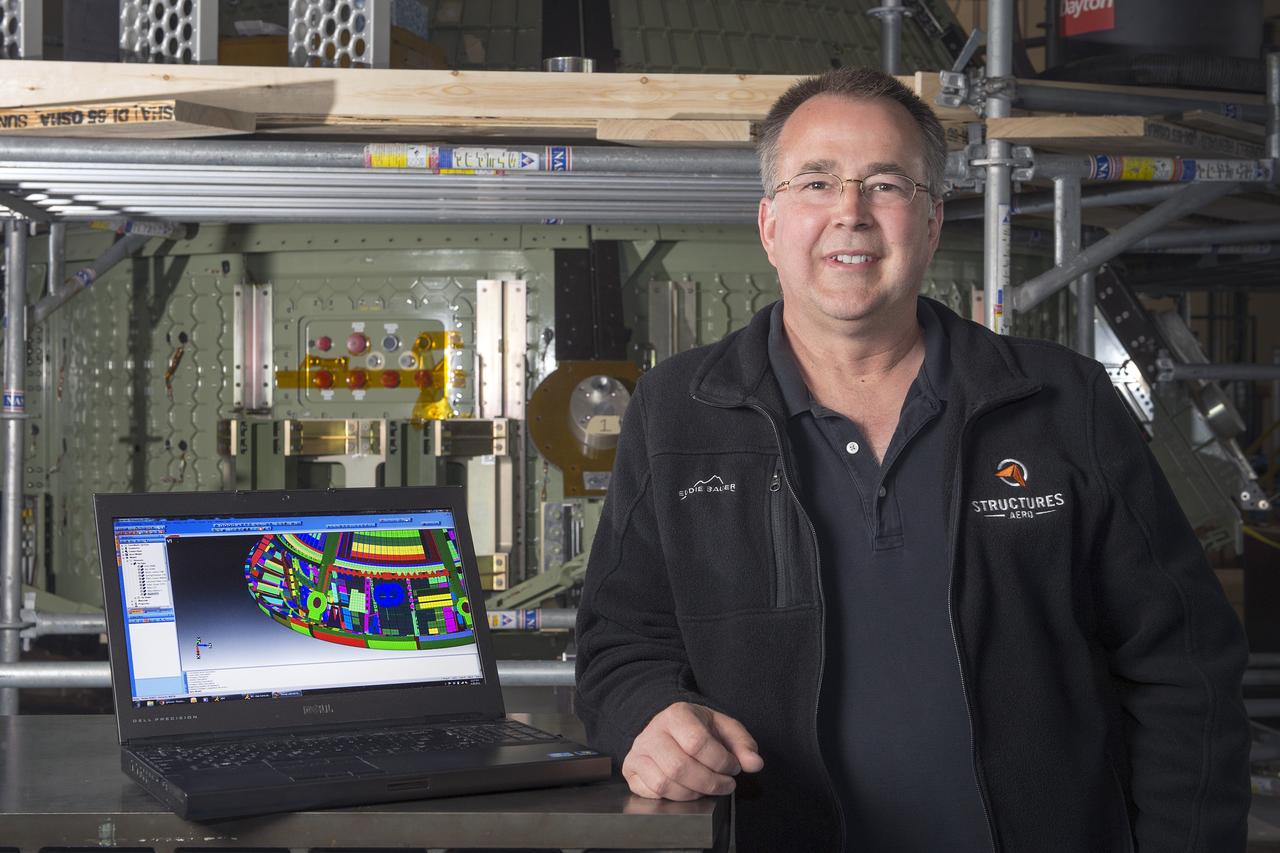
(NESC) NASA Engineering and Safety Center Orion Heat Shield Carrier Structure: Titanium Orthogrid heat shield sub-component dynamic test article : person in the photo Jim Jeans
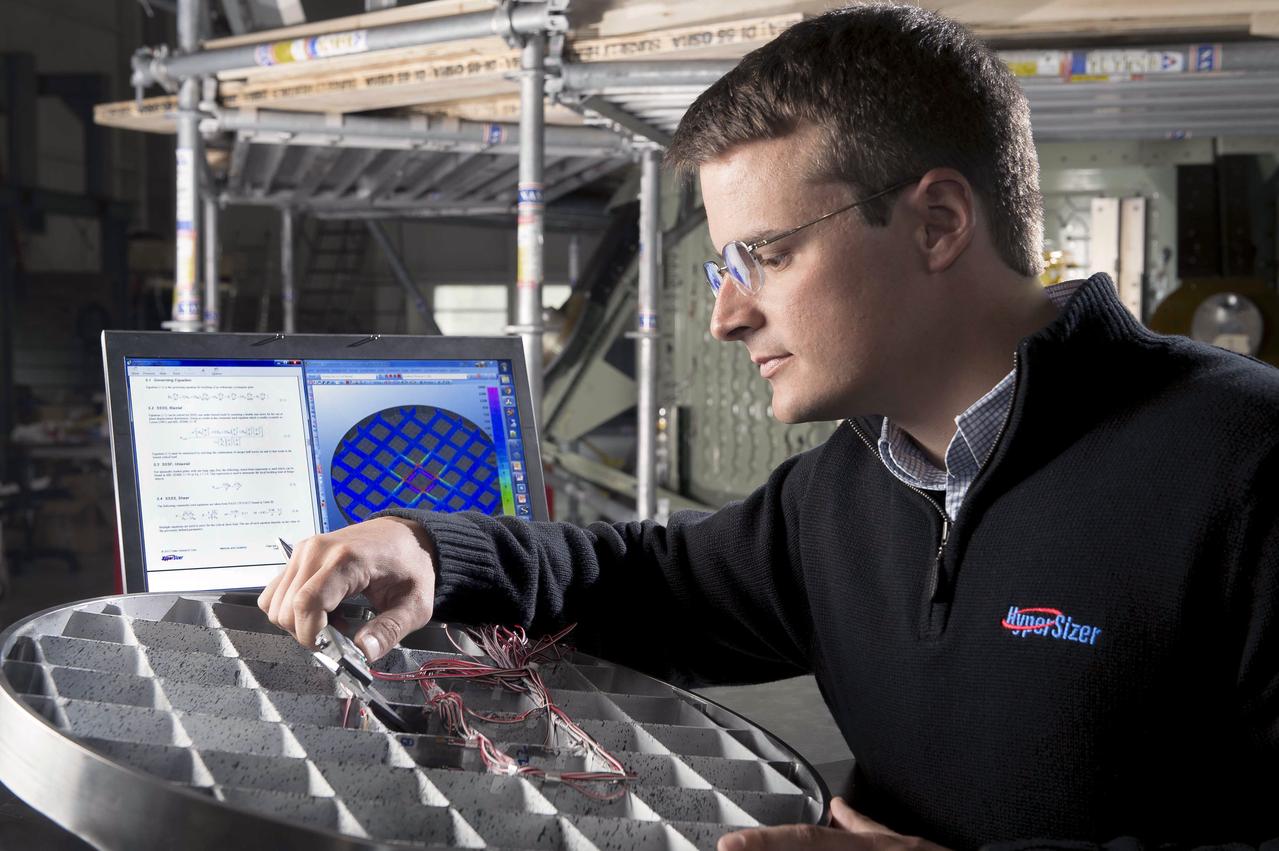
(NESC) NASA Engineering and Safety Center Orion Heat Shield Carrier Structure: Titanium Orthogrid heat shield sub-component dynamic test article :person in the photo James Ainsworth
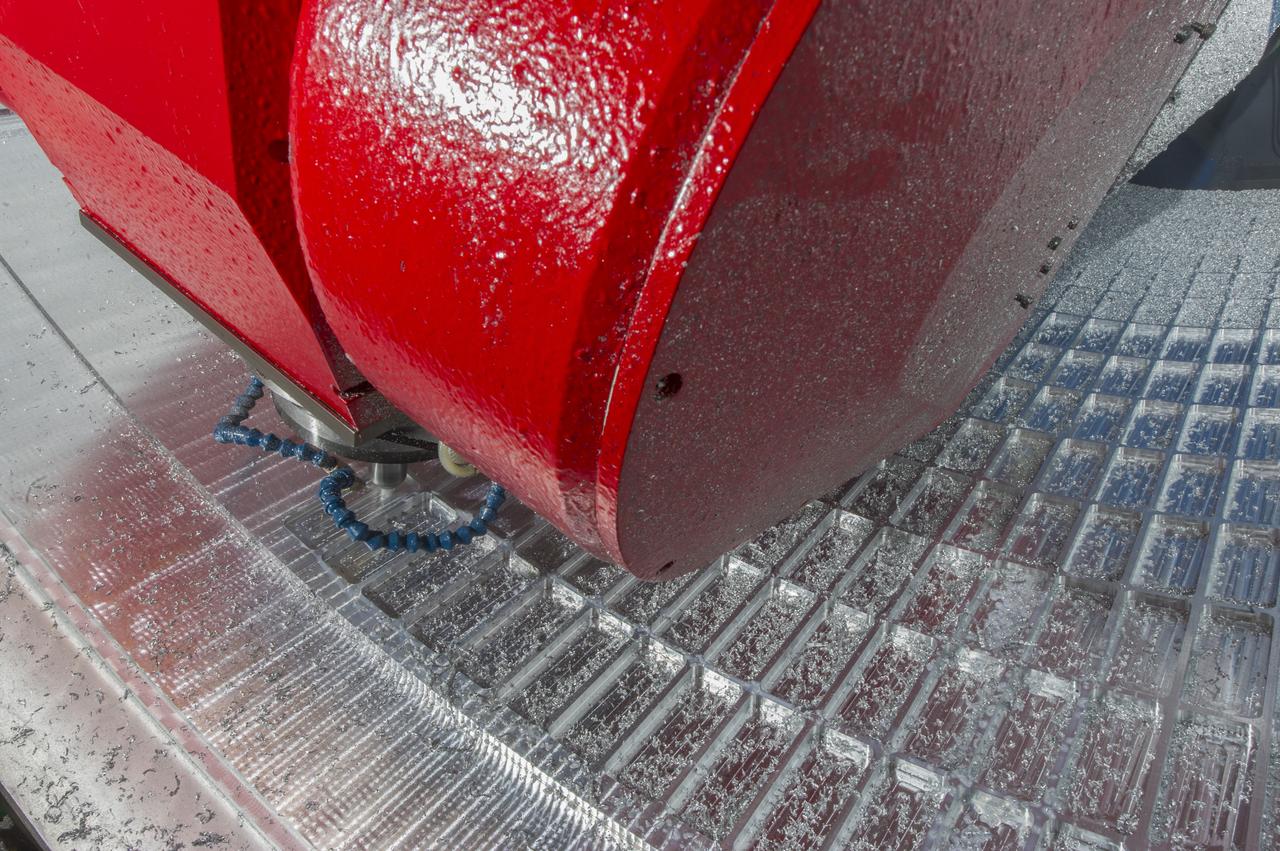
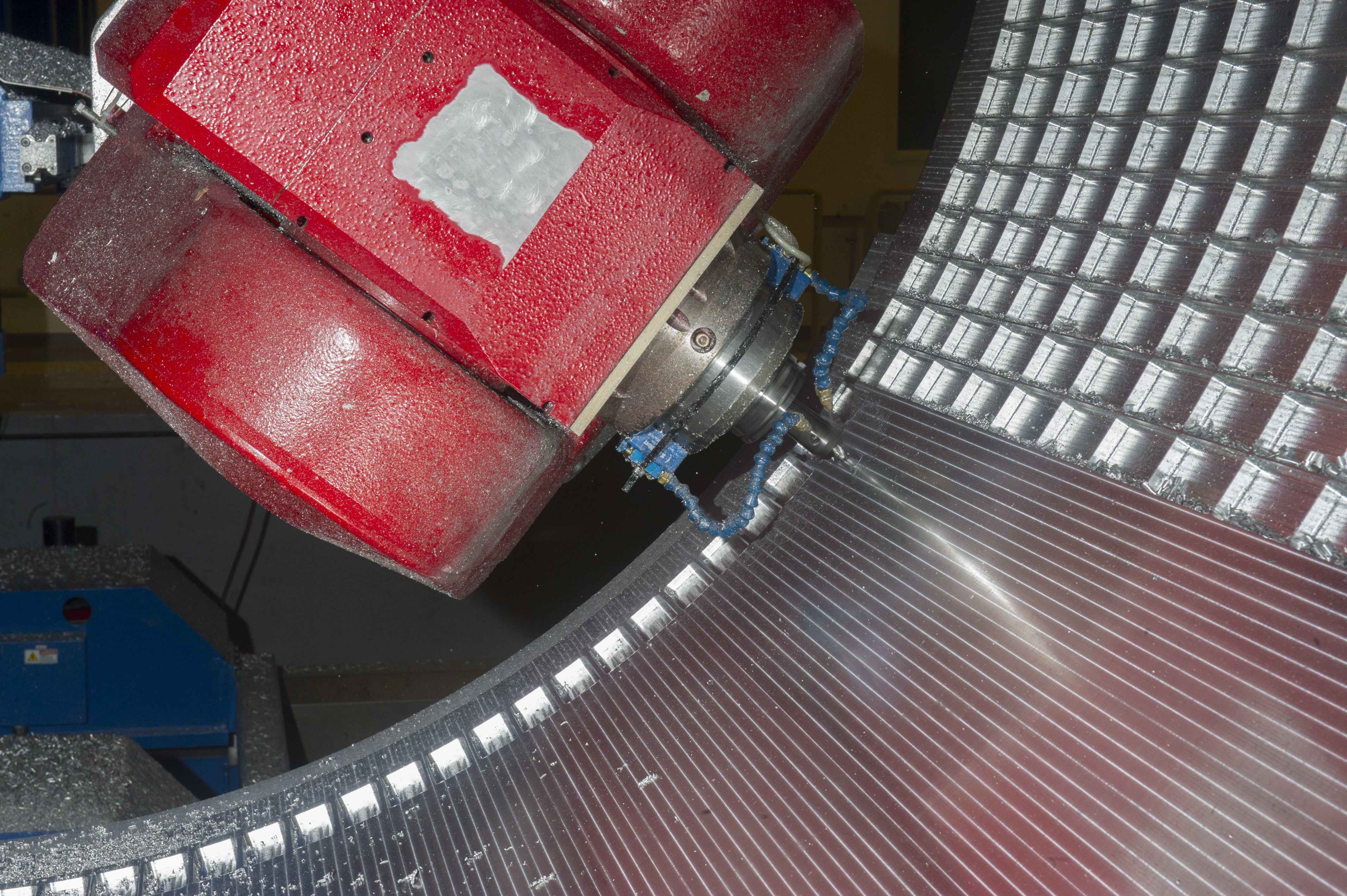
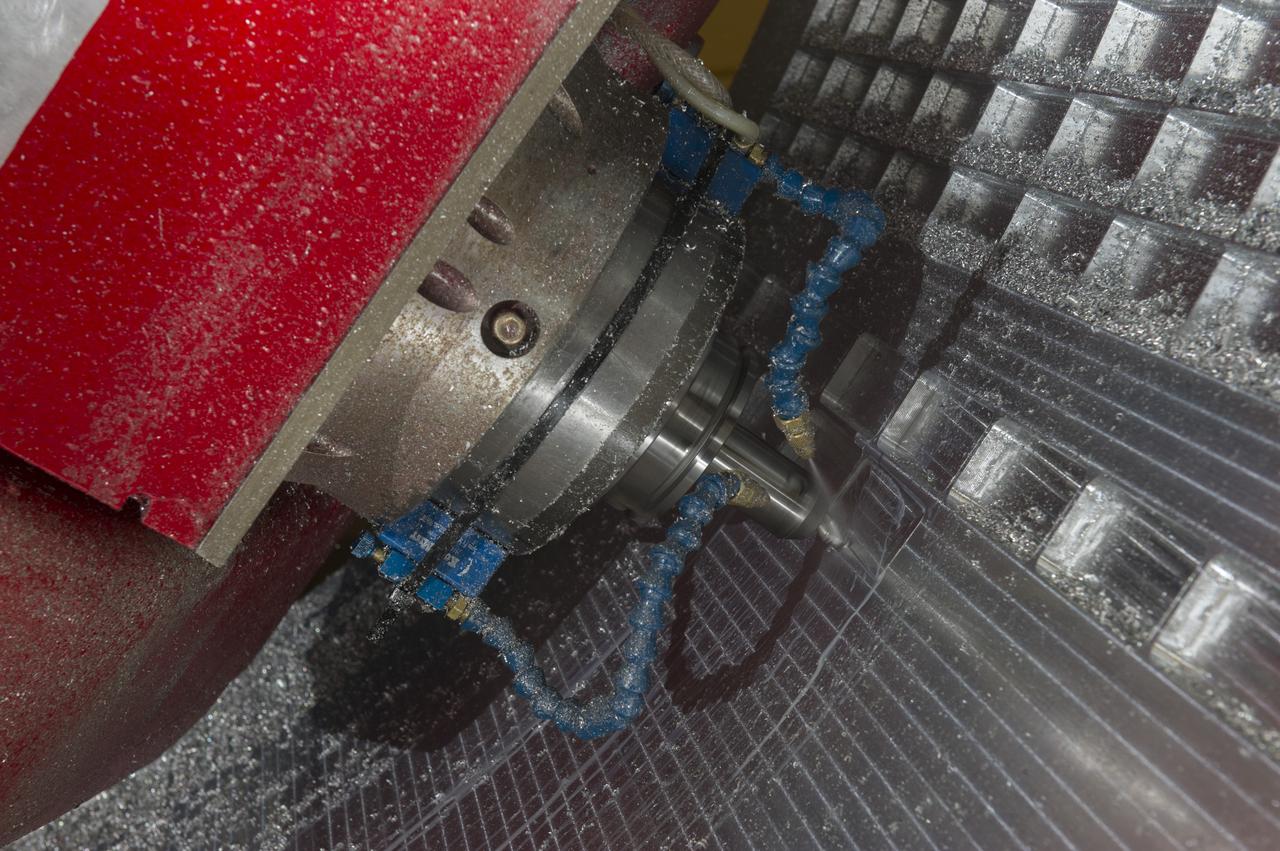
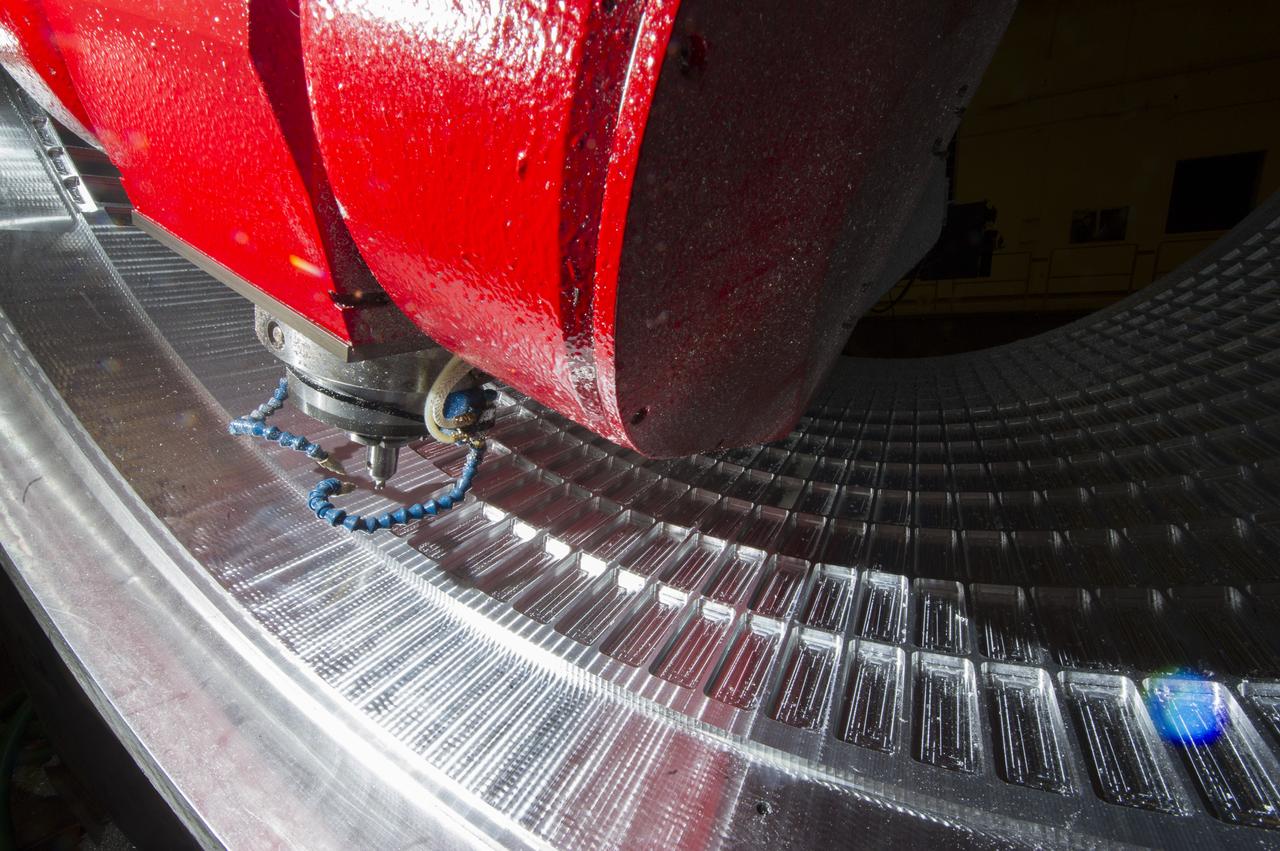
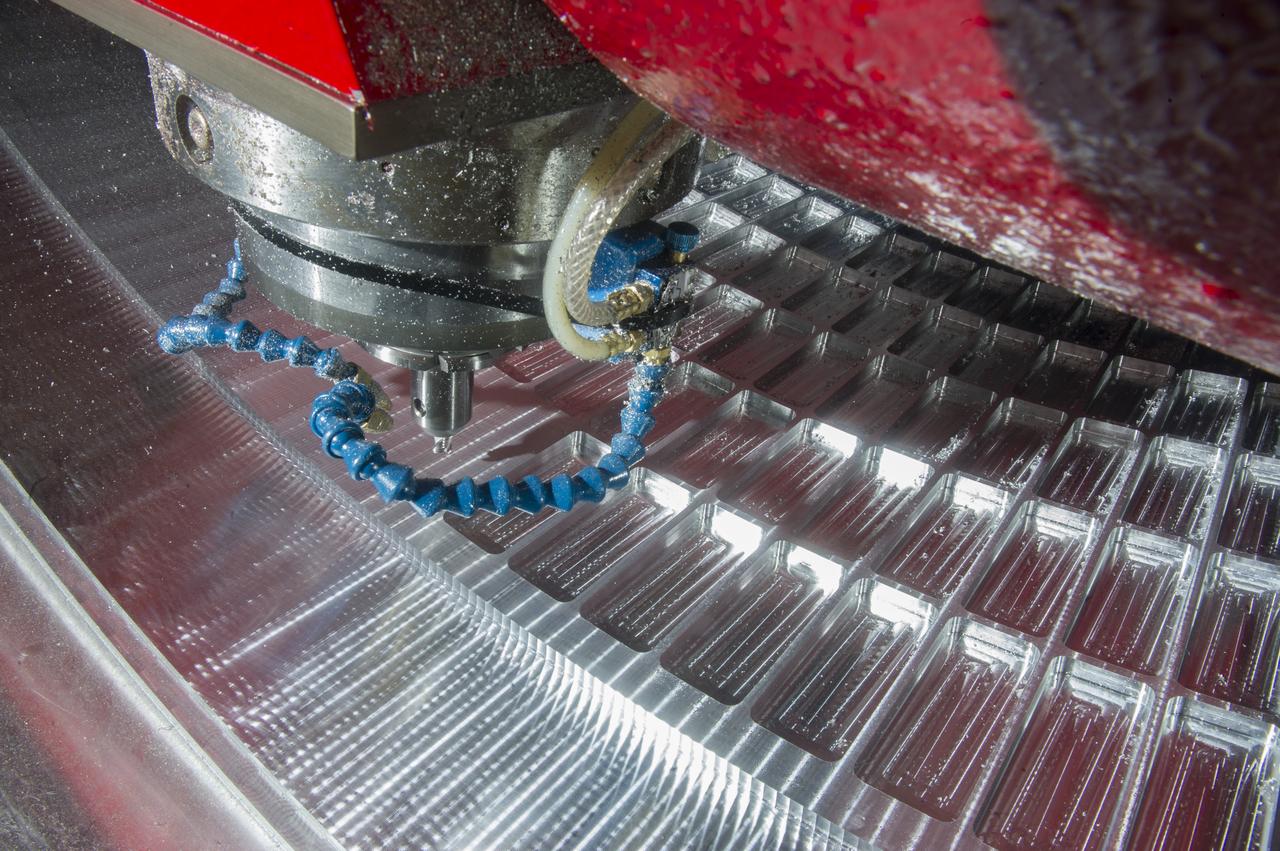
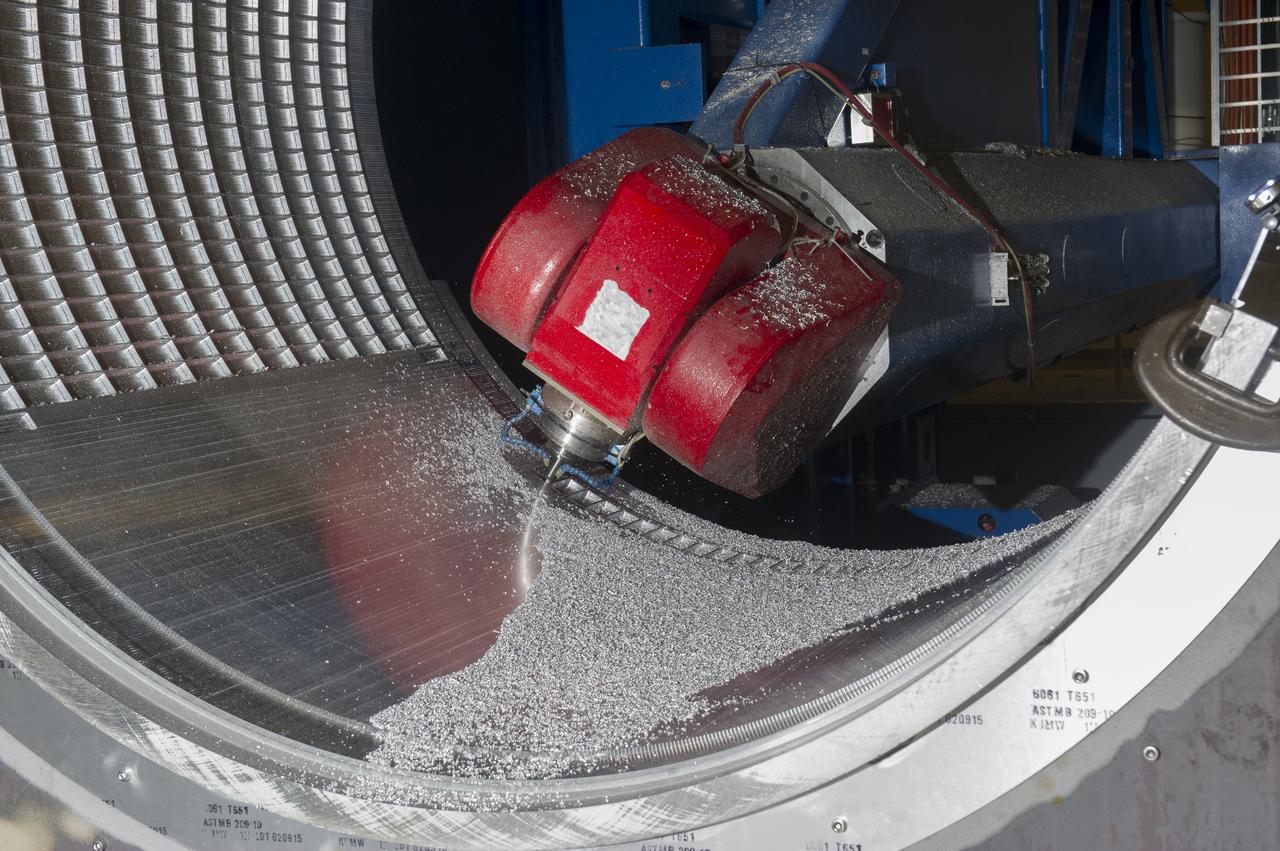
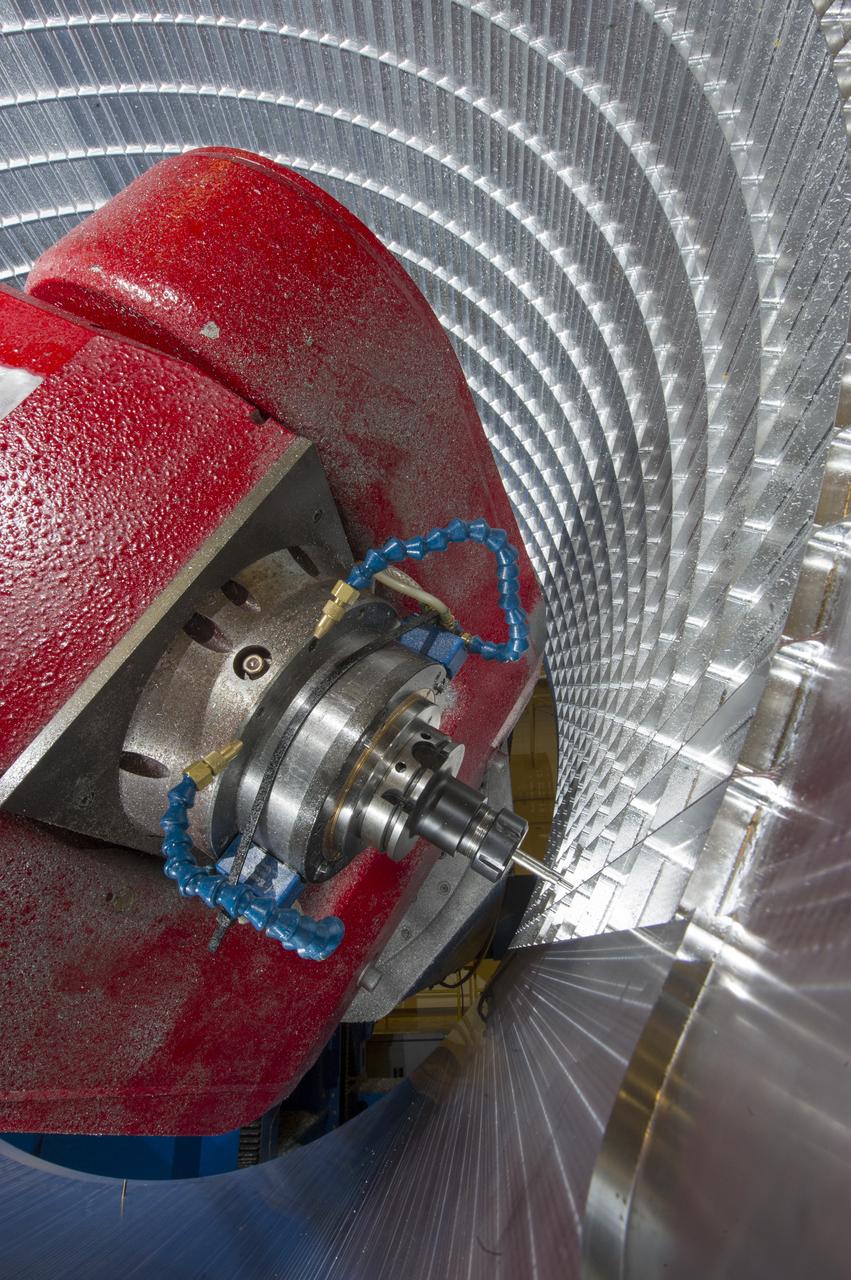
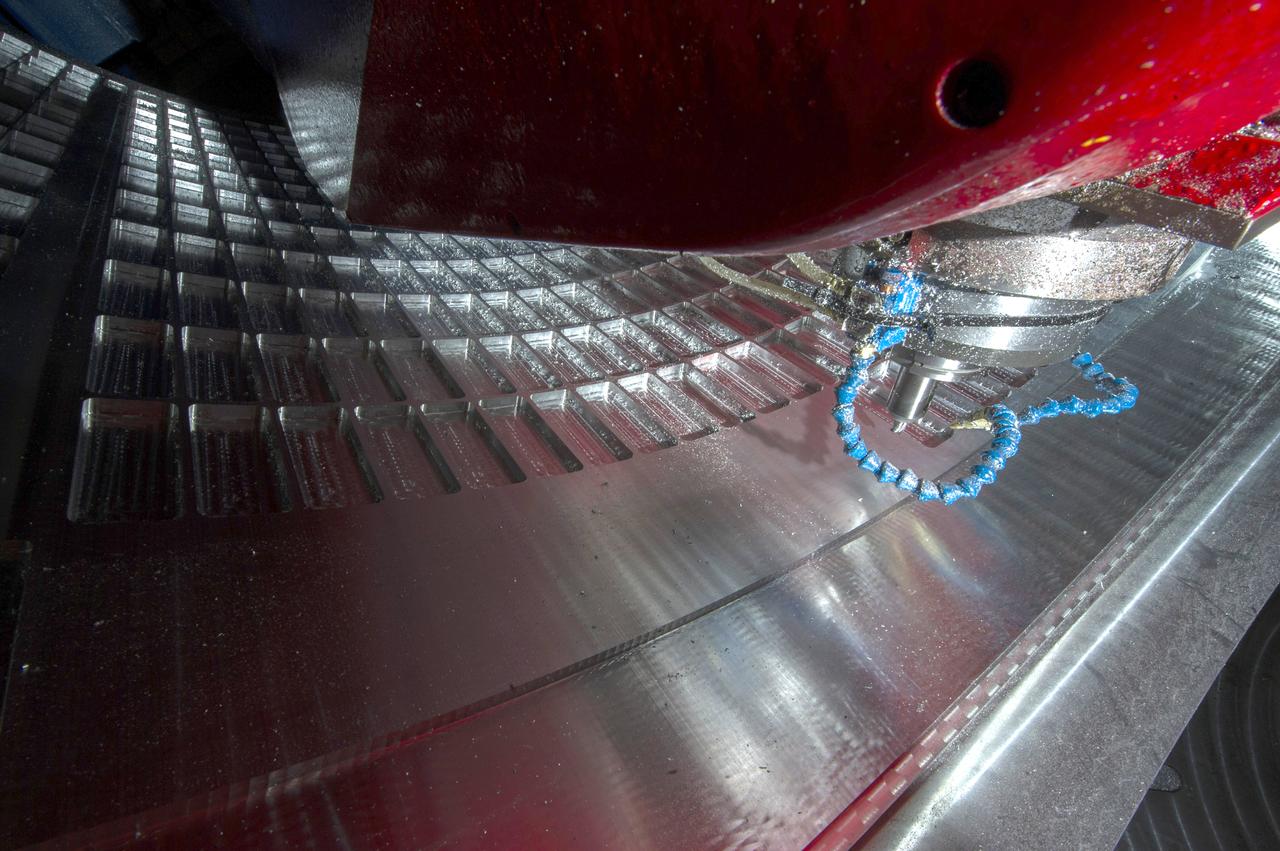
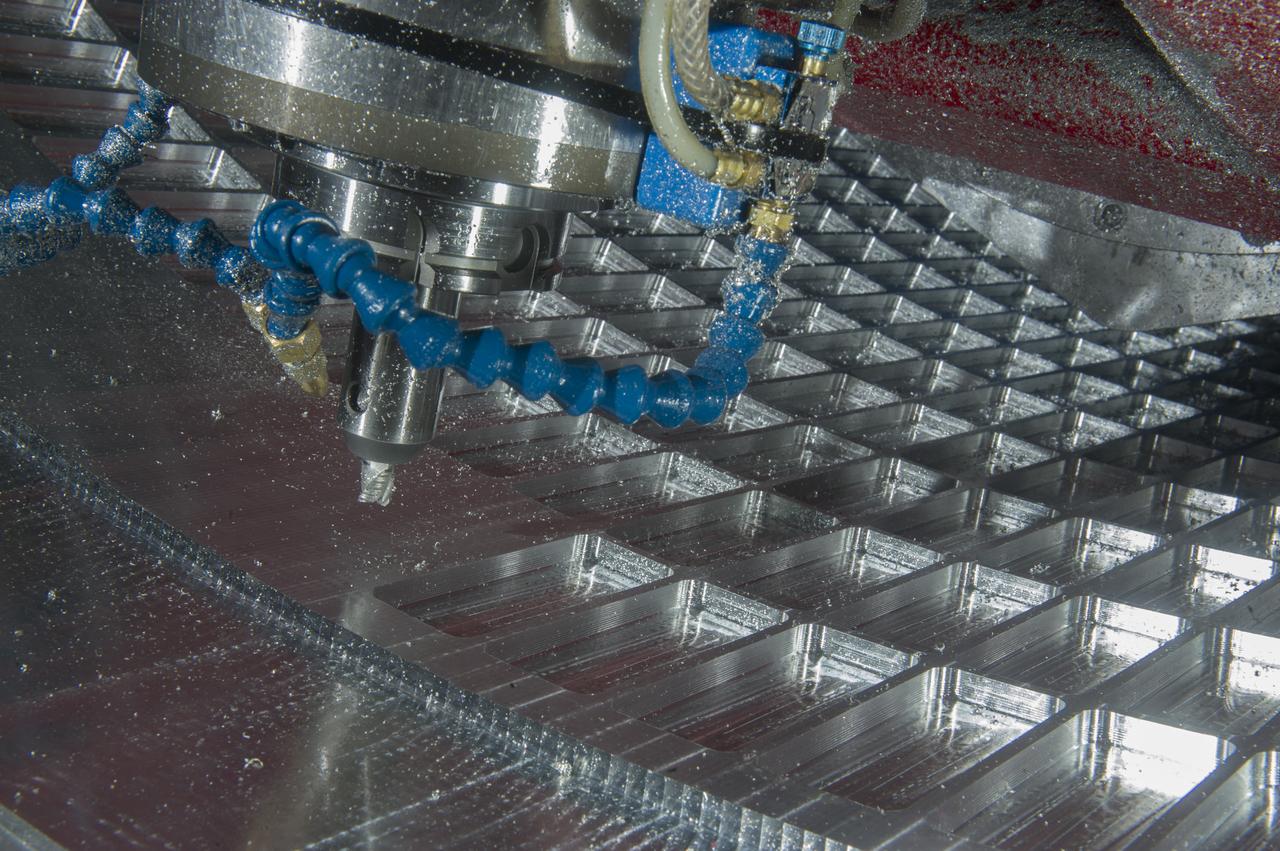
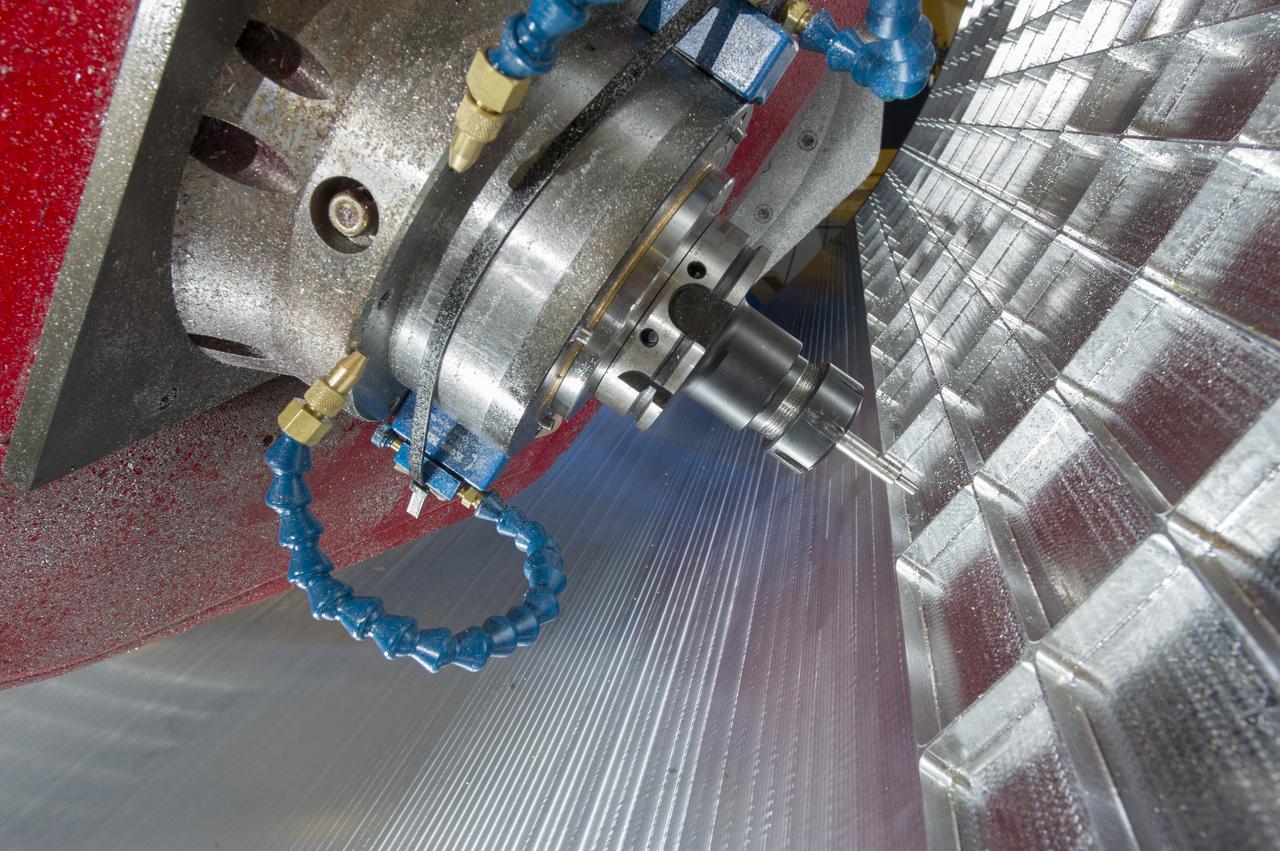
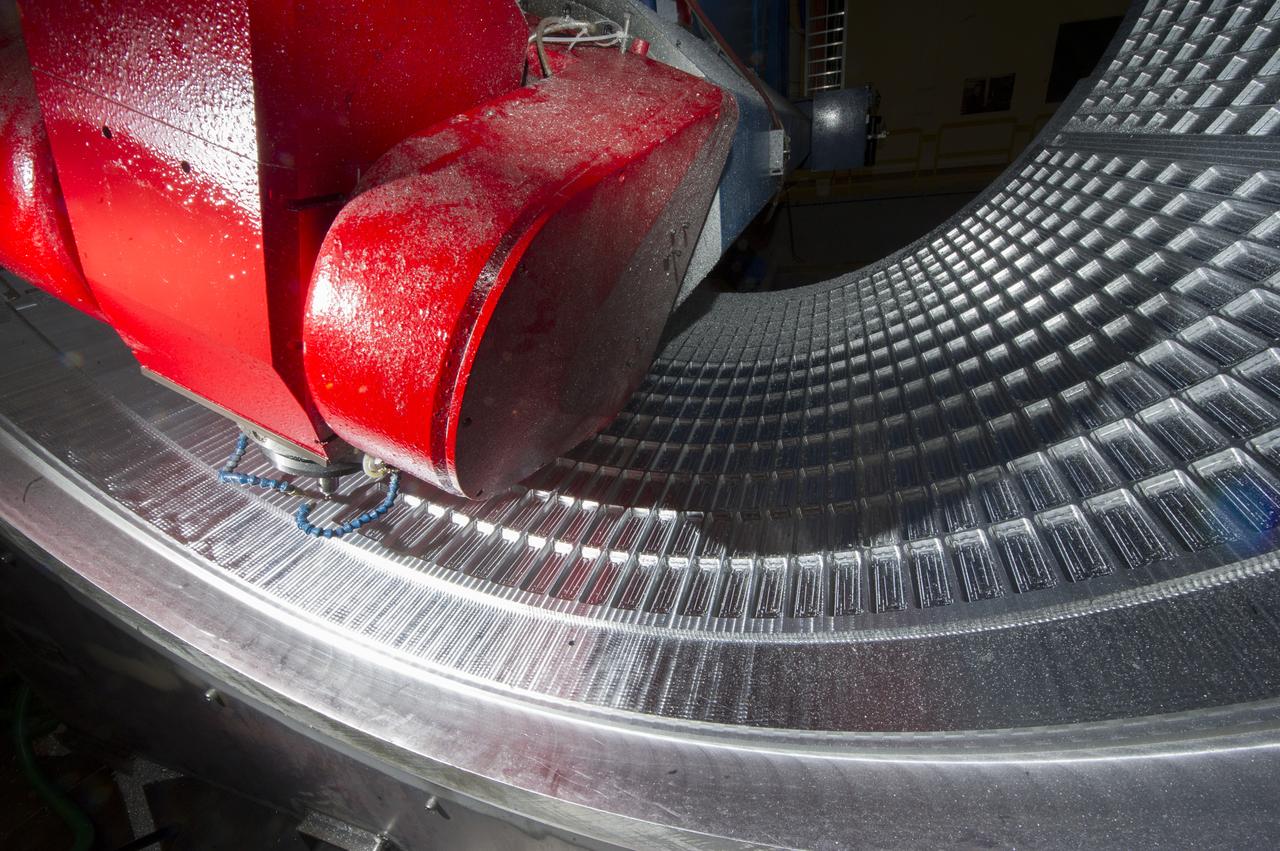
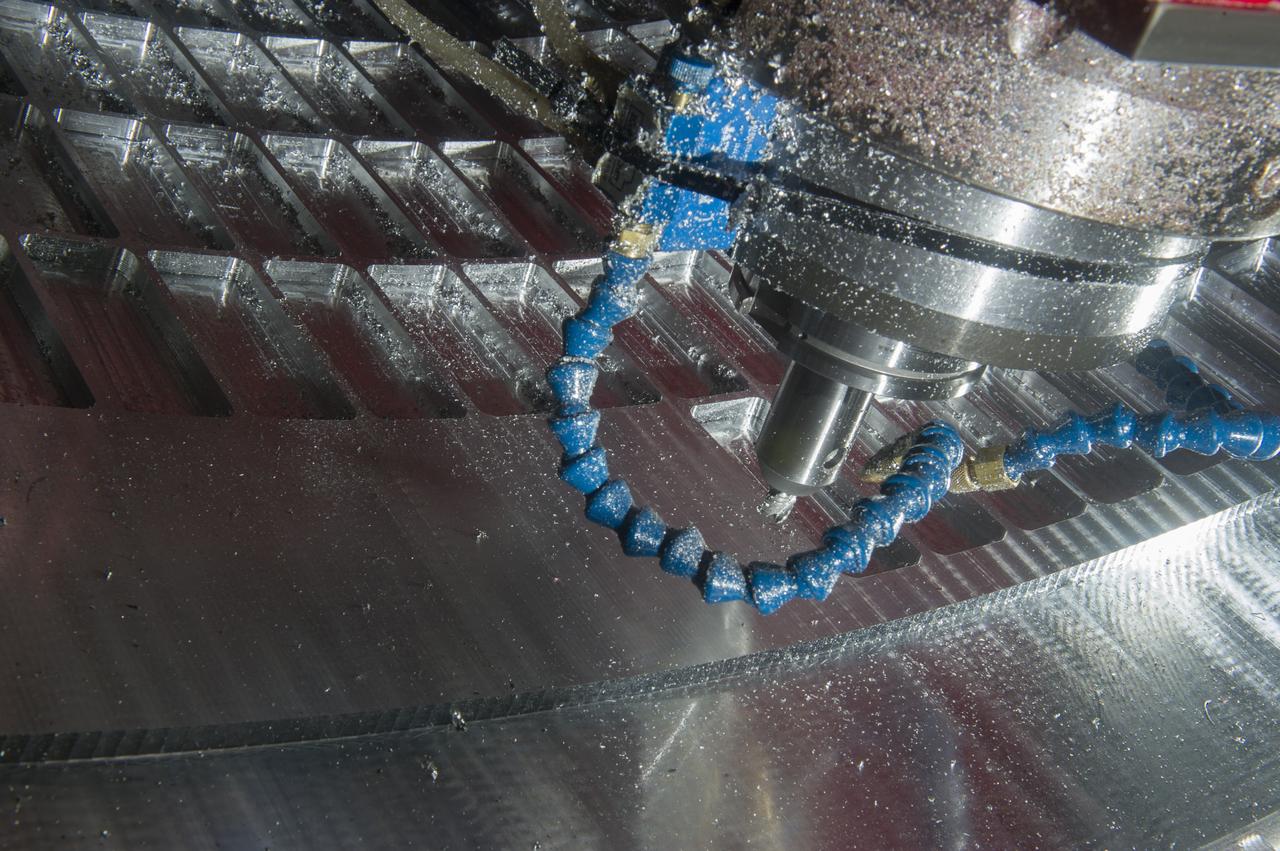
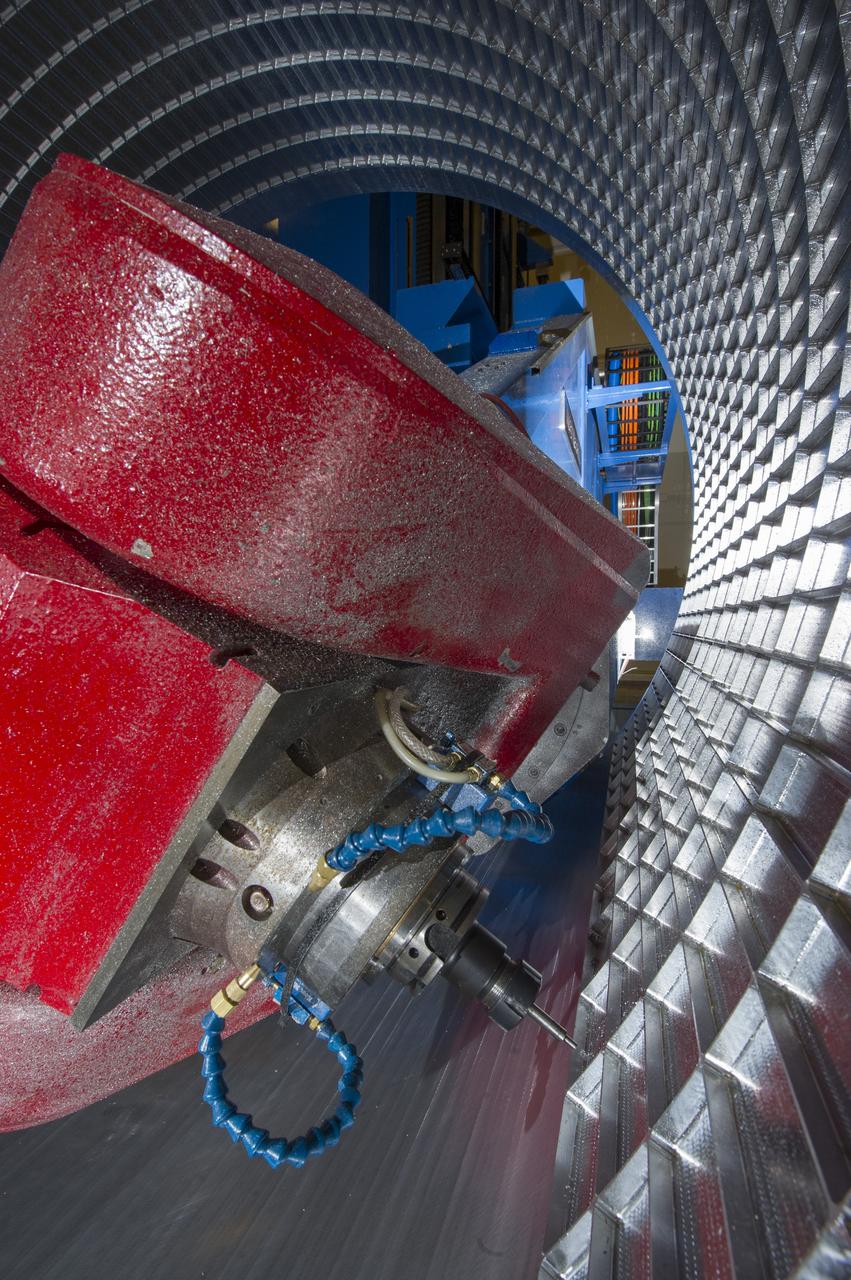
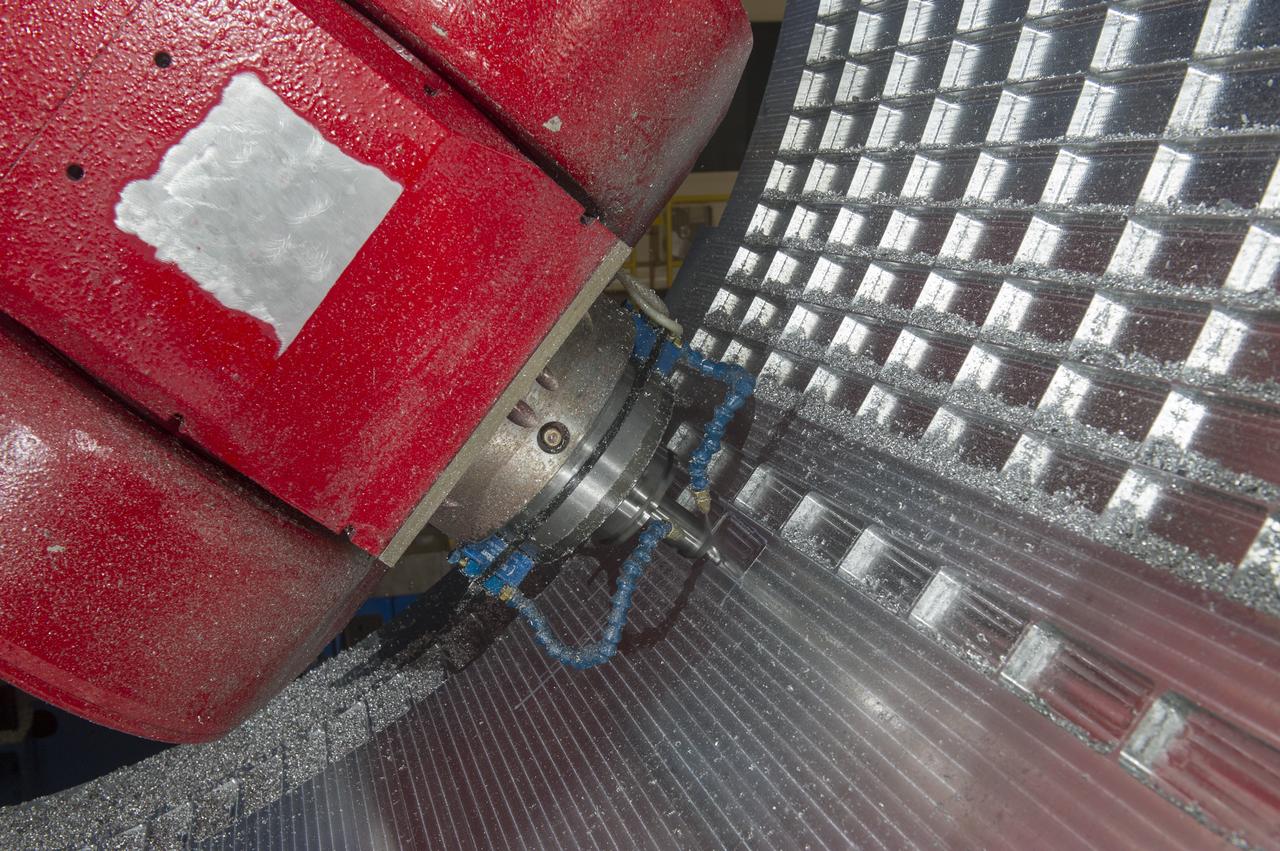
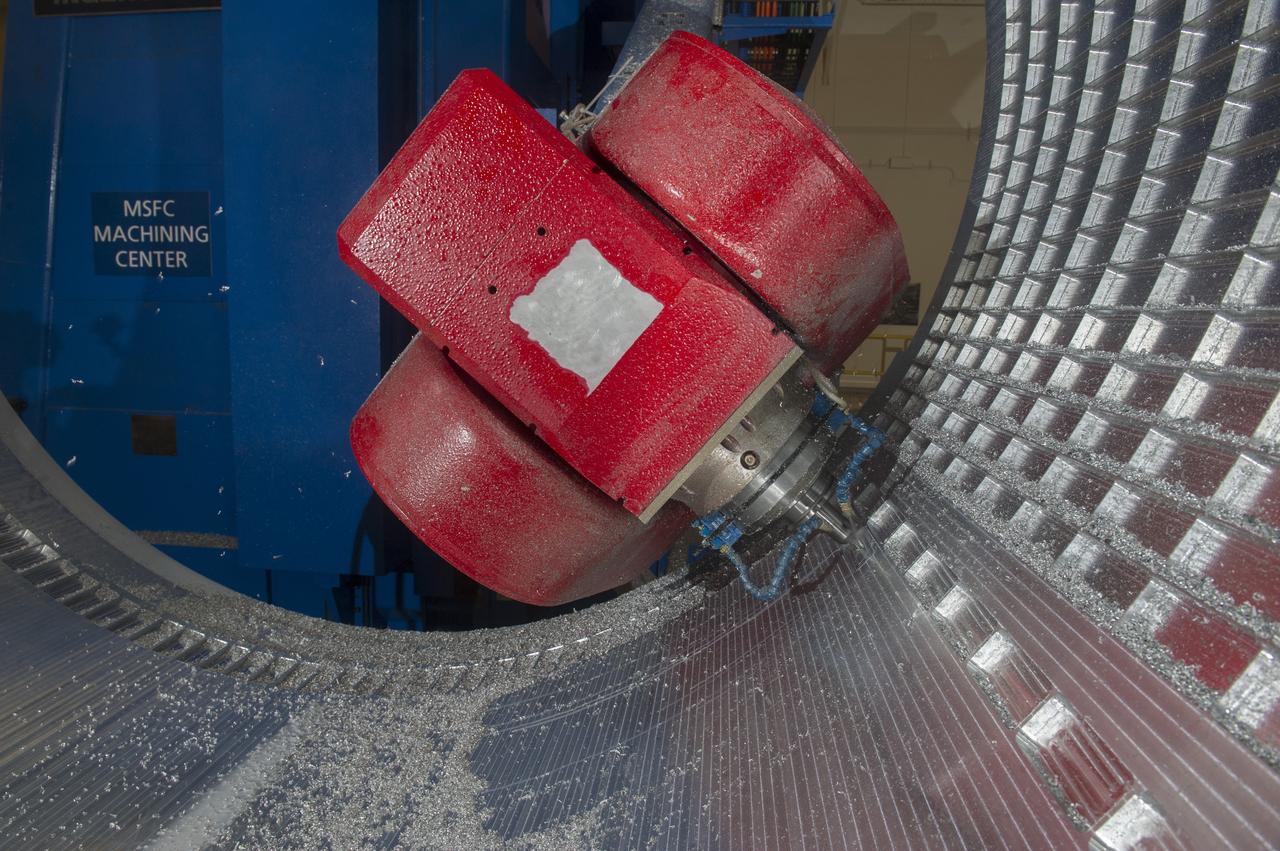
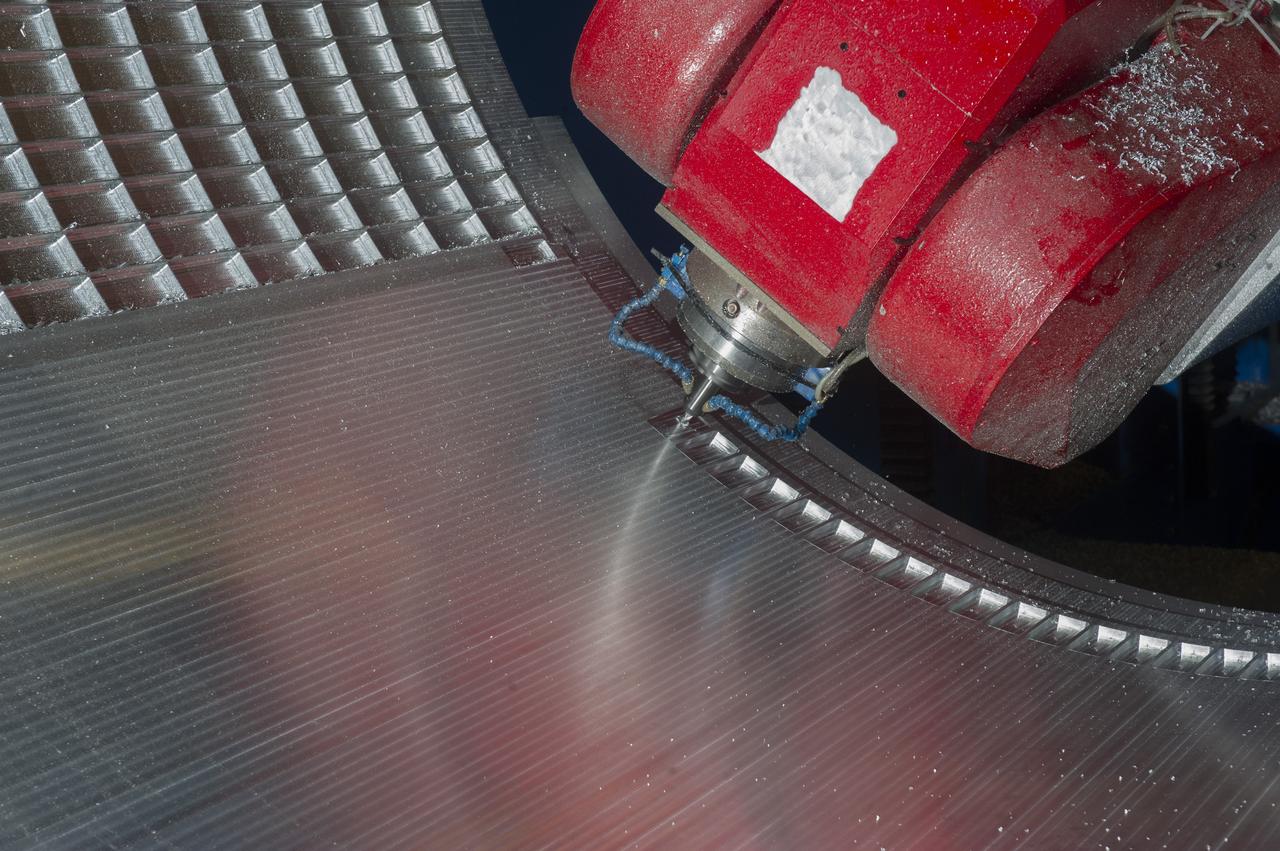
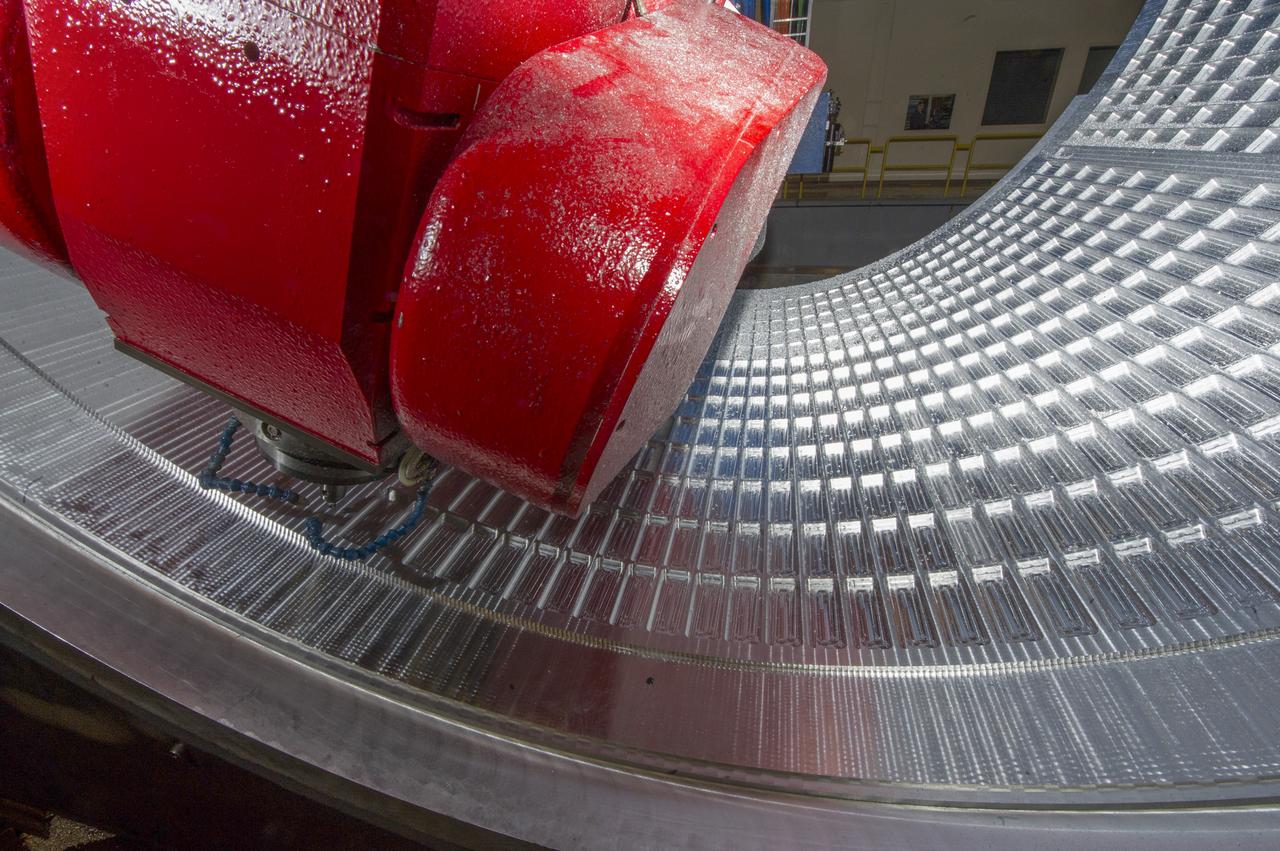
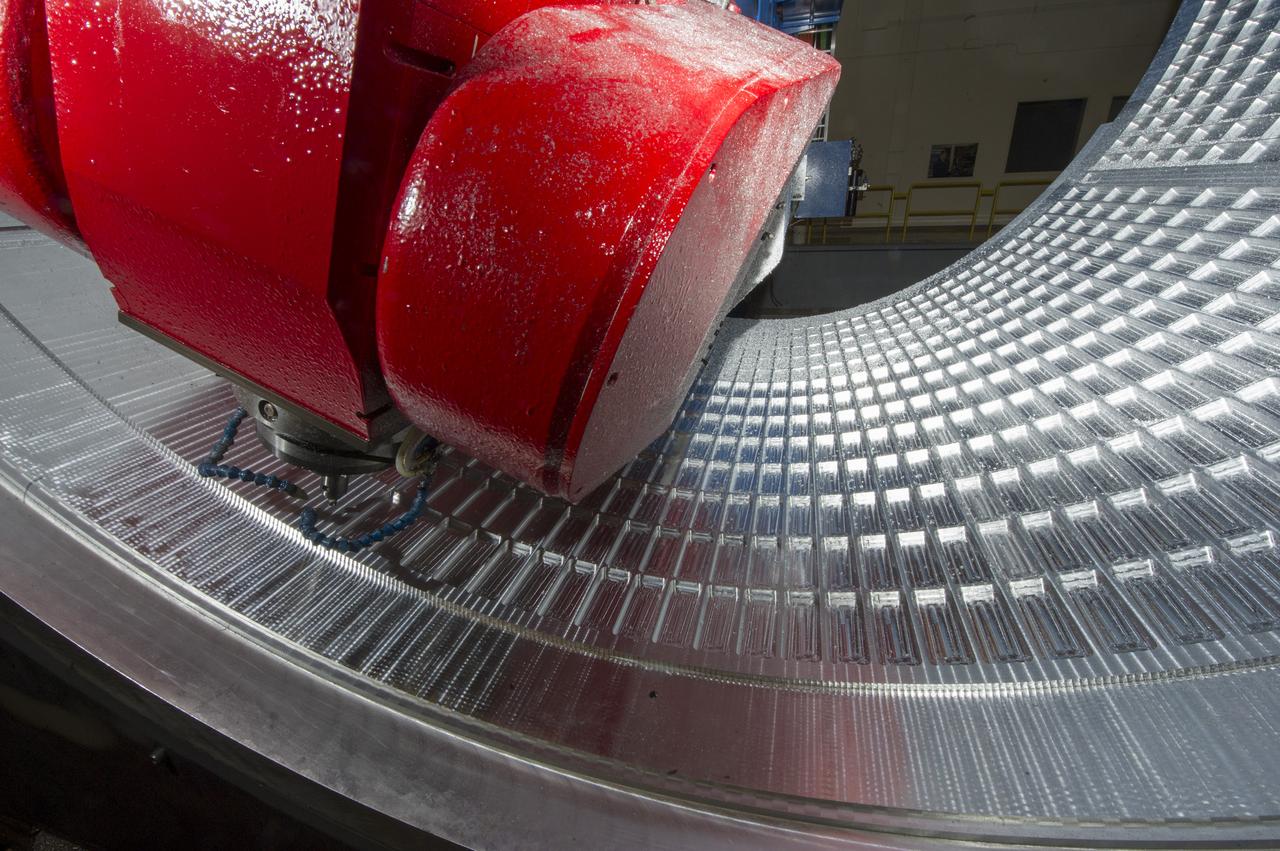
7-AXIS MILLING MACHINE CUTS ORTHOGRID TOOL PATH ON 8 FOOT CF1 BARREL IN SUPPORT OF SHELL BUCKLE TESTING
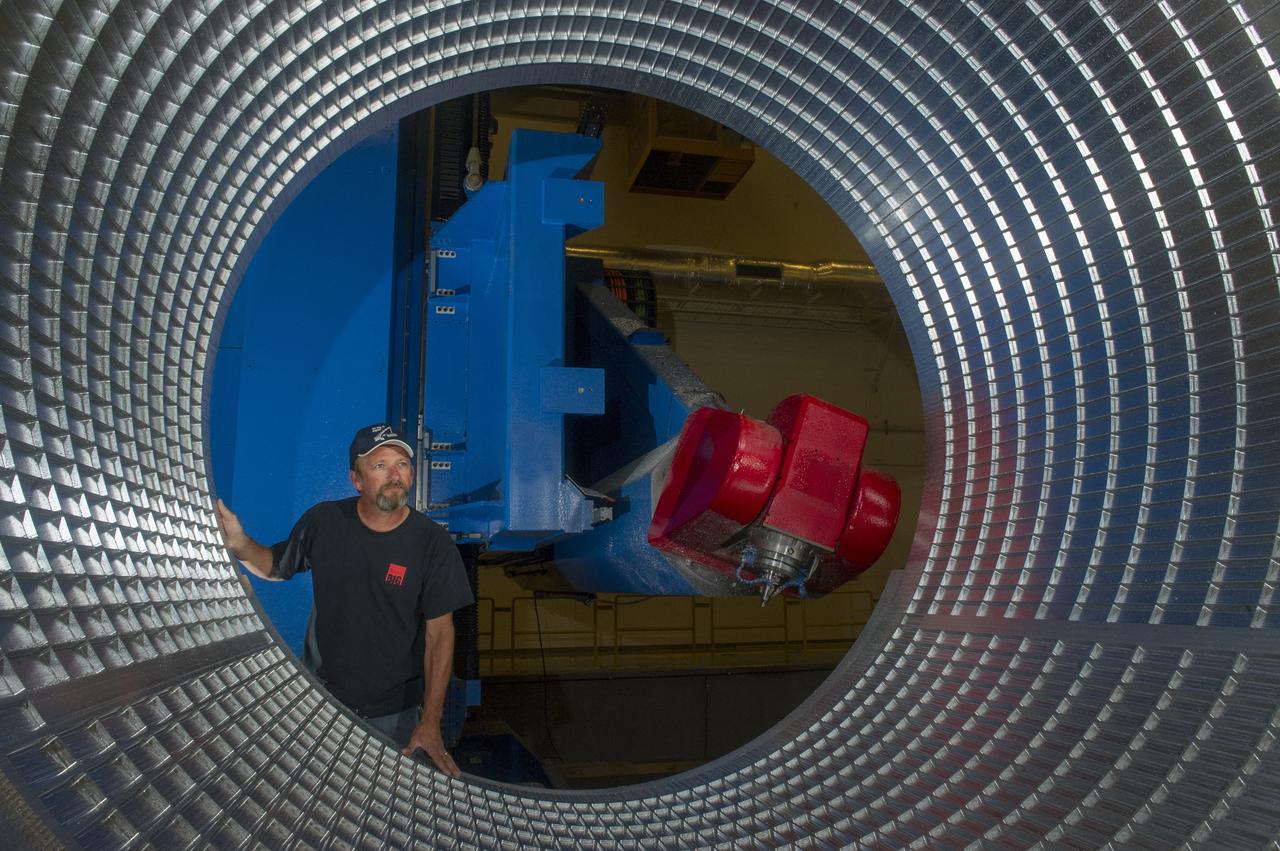
DAVID OSBORNE, A MACHINIST ON THE METTS CONTRACT, INSPECTS THE ORTHOGRID TOOL PATH ON AN 8 FOOT CF1 BARREL IN SUPPORT OF THE SHELL BUCKLING TEST FOR LANGLEY RESEARCH CENTER. THIS IS THE FIRST BARREL THAT MSFC HAS MANUFACTURED FROM EXTRUDED MATERIAL, VERSUS THE ORIGINAL DESIGN BEING 3 SECTIONS BARREL PANELS THAT WERE FRICTION STIR WELDED. THE TESTING WILL SHOW THE DIFFERENT STRENGTH PROPERTIES FROM A WELDED VERSION TO A FULLY EXTRUDED PIECE OF MATERIAL.

The Launch Vehicle Adapter (LVA) that will attach Boeing’s first Starliner spacecraft to the Atlas V launch vehicle is unloaded from the Mariner cargo vessel at Cape Canaveral in Florida on November 12, 2018, following transport from United Launch Alliance's manufacturing factory in Decatur, Alabama. Technicians transported the LVA to Cape Canaveral Air Force Station to begin integrated operations with the Centaur upper stage.The LVA is the specially-designed structure that will be fitted to the top of Centaur. It will soon be attached to the Centaur during pre-launch stacking operations and eventually support the Starliner spacecraft during launch of the Orbital Flight Test next year. Also part of the LVA is the aeroskirt, which ULA designed in collaboration with Boeing and NASA for added aerodynamic stability during the flight. This metallic orthogrid structure will smooth the air flow over the Starliner-Atlas V vehicle, and will be nominally jettisoned after the first stage of flight. The aeroskirt also has provisions for venting in the event the Starliner abort engines are fired.